Engineered with rigorous surface-hardening processes to endure extreme operational friction and massive axial-radial loads.





Established in 2022, Jiangsu Manchen Transmission Technology Co., Ltd. is an elite professional manufacturing enterprise integrating cutting-edge design, rigorous research and development, and precision manufacturing of high-load machinery components. Located in Huangtu Town, Jiangyin City, Jiangsu Province, our facility benefits from optimal geographical connectivity, linking us directly to major international shipping hubs.
By leveraging exquisite raw material forging, advanced induction heat treatment (Concentrated Heat process), and nanometer-scale precision processing techniques, we deliver high-load-bearing, high-strength, and remarkably long-life rotary drives and slewing bearing assemblies. Our products serve as vital mechanisms in construction machinery, medical equipment, intelligent warehousing, the photovoltaic tracking industry, port cranes, industrial robotics, and environmental protection equipment.
"Precision heat treatment is the soul of load capacity. Our concentrated induction heating technology modifies the molecular structure of steel raceways, ensuring that outer hardness is paired perfectly with inner elasticity."
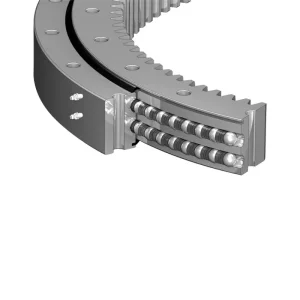
In modern rotational machinery design, slewing bearings are subjected to compound forces, including high overturning moments, axial loads, and radial thrust. Standard structural steel lacks the surface hardness to withstand continuous rolling contact fatigue. To overcome this limitation, our factory utilizes Concentrated Heat Treatment—primarily focused induction hardening—to selectively heat critical stress areas, such as the bearing raceway and gear teeth, without compromising the ductility of the core structure.
Our Concentrated Heat system uses alternating electromagnetic fields to generate eddy currents directly within the surface layers of high-grade alloy steel (such as 42CrMo or 50Mn). This creates localized heating at rates exceeding 200°C per second. Because the heat is concentrated strictly within a depth of 2.0mm to 5.0mm (depending on the engineering specifications), the bulk of the ring remains at a lower temperature, acting as a massive heat sink that aids in rapid self-quenching or controlled polymer spray quenching.
During the concentrated heating phase, the pearlite-ferrite microstructure of the steel rapidly transforms into austenite. Upon precise quenching, this transforms into a fine, highly wear-resistant martensite phase. This thermal transformation introduces high compressive residual stresses on the surface of the raceway. These compressive stresses effectively counteract tensile stresses generated by external loads during operation, dramatically reducing the initiation of micro-cracks and extending the operational lifespan by up to 300% compared to non-hardened equivalents.
Precise depth profiling between 2.0mm and 6.0mm ensures structural resilience against heavy cyclic impacts and severe overturning moments.
Surface hardness is maintained at 55–62 HRC, guaranteeing excellent wear resistance without compromising the core's impact strength.
Post-induction tempering eliminates brittle microstructures, minimizing residual tensile fields and preventing catastrophic ring failure.
Our metrics speak of unmatched precision, raw material integrity, and globally recognized quality systems.
From metallurgical verification to final quality clearance, every step of our manufacturing flow undergoes strict internal monitoring.





Operating a modernized manufacturing landscape in Huangtu Town, Jiangyin City, backed by international standards.






The transition toward renewable energy, high-throughput automated warehouses, and high-capacity logistics machinery is driving the demand for specialized rotary transmission assemblies. Procurement departments in regions such as the European Union, North America, and Southeast Asia look for manufacturing partners who can provide complete technical traceability and customized designs.
Looking ahead, Jiangsu Manchen continues to push the boundaries of materials science and mechanical efficiency. We are currently developing smart integrated slewing rings that feature real-time sensors to track operating temperatures, rotational speeds, and residual lubrication levels. By integrating intelligent condition monitoring, we aim to help partners predict maintenance cycles, avoid unexpected system downtime, and lower overall operational costs.
Get professional answers regarding design parameters, induction heat treatment, and order fulfillment policies.
Get in touch with our technical sales team for comprehensive structural calculations, material specifications, and competitive quotes.
High-torque rotary systems and single-row cross-roller options designed for high stability, durability, and smooth rotational movement.
